
How to Dye Nylon/Cellulosic & Cotton Blends with Orco Reactive BF- or R-Series™ and Acid Dyes using Jig-Dyeing Method
The following is a two-step jig-dyeing procedure for Nylon/Cellulosic blends. A benefit attained when jig-dyeing is the very low liquor ratio which can range from as low as 1:1 to 5:1. This saves water, energy, and helps to achieve higher exhaust levels and deeper depths of shade. If rayon is a component of the blend, a pH of 9 should not be exceeded as saponification of the rayon fiber may occur.
- Scour goods in bath at 210°F(99°C) for 6 ends, containing:
- 1.0% owg Caustic Soda
- 1.0% owg Orcoterge ALK-N™
- 0.5% owg Orco Ferrosol PT-500™
- Drop bath and rinse well in a hot neutralizing bath to remove any residual alkali.
-
The first step in the dyeing process is the dyeing of the cellulosic portion of the fabric blend. With the goods already pre-wet, split the following chemicals and dye over two ends with the bath at 90°F(32°C). Refer below to the salt requirement table.
- 0.5-1.0 % owg Orco Ferrosol PT-500™
- 1.0 % owg Orcopon KP™
- X % g/L Common or Glauber’s Salt(Pre-diluted)
- Y % owg Orco Reactive BF- or R-Series™ reactive dyes properly prepared
- Depending on dye concentration and depth of shade, a few more ends may be run to ensure leveling.
- Refer to the table below for the required amount of alkali. The alkali should be pre-diluted before adding to the bath. Raise the bath to 120°F(49°C). Split soda ash solution over two ends.
- Run additional 4-6 ends and check for shade. Shade if necessary by cooling bath to 110°F(43°C), add shading components, raise temperature back to 140°F(60°C), and run as necessary.
- If shade is approved, drop bath, fill new bath cold, and run two ends.
- Neutralize by adding 13 oz/gal(1 g/L) Glacial Acetic Acid and run two ends at 140°F(60°C). Drop bath.
- Add 1 % owg Orcopon KP™ and run 2-4 ends at 210°F(99°C). Drop bath.
- In a cold bath, run two ends or until clear.
- Salt and Alkali Requirements:
- % owg Dye Salt oz/gal(g/L) Soda Ash oz/gal(g/L)
- 0-0.5 1.33-2.7(10-20) 2.0(15)
- 0.5-1.0 2.7-4.0(20-30) 2.0(15)
- 1.0-3.0 4.0-6.7(30-50) 2.0(15)
- >3.0 6.7-9.3(50-70) 2.7(20)
- For the nylon portion of the blend, the following chemicals are used:
- 0.25 % owg Orco Ferrosol PT-500™
- 1.0 % owg Leveler
- 0.75-1.0 oz/gal(5.5 -7.5g/L) Ammonium Sulfate
- 0.50-1.0 oz/gal(3.75-7.5g/L) Ammonia
- Wet goods in bath at 100°F(43°C).
- Split chemical auxiliary bath over two ends at 120°F(49°C).
- Prepare Orco™ acid dye solution
- Split dye solution over two ends at 120°F(49°C).
- Run two ends at 160°C(71°C).
- Run two ends at 180°F(82°C).
- Run two ends at 207°F(97°C).
- Add acetic acid if necessary and run another two ends to promote exhaustion.
- Drop bath and rinse.
- Finish goods as necessary.
Related Posts

Join us at the American Coatings Show, May 5-7
Join us at the American Coatings Show, May 5-7 in Indianapolis,…
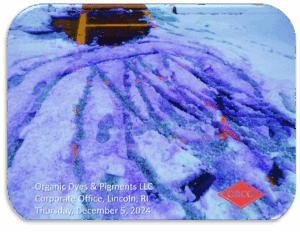
Purple is taking over as THE most popular Road Salt and Ice Melt Color!
But what should I know about adding color to my…
Congratulations to Barry Brady and Karen Leonas Ph.D., as AATCC Honors Textile Leaders with the 2025 Olney Medal and Harold C. Chapin Awards
Download Press Release September 23, 2025 – The American Association…