
Dye Class and Pigment Descriptions for Nylon
The Orco Lanamide™ product line consists of non-hazardous, non-chrome dyes applicable to nylon, wool, and blends thereof and offer high fastness, brightness, and compatibility as a group and are especially suited for the sport and swimwear trade as well as high-tech “smart wool” composites.
Orco Milling™ dyes are characterized by their high wetfastness and their wide range of bright colors. Although their lightfastness properties are less than the metallized group of acid dyes, they do offer a brighter shade range to choose from. These dyes are used primarily in stock and package dyeing but have been used in piece dyeing where careful temperature and pH control is possible.
Orco Nylosol™ dyes are characterized by their excellent leveling and penetrating properties in addition to their wide range of bright colors. Although this range does not exhibit the high wet and light fastness properties of the Milling and Metallized dyes, when selected carefully and after-treated properly, very acceptable fastness may be achieved. This class of dyes consists of two groups, each having somewhat different affinity for nylon and requiring slightly different application methods:
Type A: These are acid leveling dyes of a higher molecular weight which have a stronger affinity for the nylon than the B types and should be applied at a neutral or weakly acid pH. The use of buffers and acid donor salts is generally recommended.
Type B: These are acid leveling dyes of a lower molecular weight having less affinity for the nylon than the type A dyes and so require a lower pH(2-3) to promote good exhaustion and reproducibility.
Orcolan Neutral™ dyes are 2:1 premetallized dyes and because of their large molecular size behave similarly to the acid milling type dyes in application and strike rate. Because of the metal complex (Cr+3 usually), these dyes exhibit excellent light and wet fastness and find application in the automotive /industrial fabrics. Because of the rapid rate of exhaustion, these dyes should be applied from a neutral or slightly alkaline pH. The use of an acid salt such as ammonium sulfate with or without a buffer is highly recommended. The pH is gradually lowered later in the dyeing cycle by the use of glacial acetic acid. These dyes are suitable not only for piece dyeing but also stock and package work. One limitation of this line is the general lack of brightness but for the majority of shades encountered, the line is sufficient. Although not actually included in this line, the Orcolan Fast™ Acid dyes which are a 1:1 metallized type should be mentioned only because they also contain Cr+3 and exhibit excellent fastness. The acid metallized dyes differ from their neutral counter-parts in that they require strongly acidic conditions(pH of 2) to exhaust which may cause some fiber damage to both nylon and wool. One advantage this type of dye does have is its ability to level very well.
Orcoset™ dyes for nylon and wool are a special group of modified 1:2 metal complex and reactive dyes exhibiting high fastness levels and similar dyeing properties. All dyes are applied at a pH of 4.5 in conjunction with Orcogal SET™. These dyes find application in stock, piece, and package dyeing. These dyes do not require an ammonia after-scour to achieve wet fastness.
Orcocil™ Disperse dyes are of the low energy disperse type and basically form solid solutions with the nylon fiber and do not rely on dye sites like the acid dye range. Because of this mechanism, the low energy disperse range cover barre very well and are particularly suited to “speck” dyeing of nylon in blends with wool. Generally dyed at the boil, but unlike polyester, do not require the addition of dye carriers to penetrate the nylon. Although easy to apply and migrate, these dyes do not offer good wet-fastness and do some times cause crock problems when used in heavy concentrations. Higher energy disperse dyes offer better sublimation fastness but are more difficult to apply and don’t cover barre as well. Because of the dyeing mechanism involved, the use of an after-fixing agent does not usually help but a light scour with a small amount of nonionic/anionic detergent at 100-120°F will sometimes improve the crock fastness.
OrcoSperse™ Pigments, being somewhat inert as opposed to the previous dyestuff classes which rely on either some form of ionic bonding or solution/gaseous penetration into the substrate, need an external binding medium to provide fastness to washing and rubbing (crocking). These binding agents usually are in the form of either an acrylic or styrene type water-based emulsion system which when properly cured, offer fair to good wash fastness with minimal crocking in light to medium depths of shade. The main advantages of pigments lay in their ease of application over a wide range of substrate blends and their good to excellent lightfastness(except for fluorescent pigments). Dark shades do usually present a crock problem and the use of higher amounts of resinous binders to overcome this are not particularly effective and create potential problems of harsh handle. Since the binder system used dictates the cure/time temperatures necessary, careful attention to the technical data for the binder should be exercised.
Related Posts
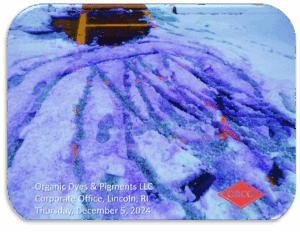
Purple is taking over as THE most popular Road Salt and Ice Melt Color!
But what should I know about adding color to my…
Congratulations to Barry Brady and Karen Leonas Ph.D., as AATCC Honors Textile Leaders with the 2025 Olney Medal and Harold C. Chapin Awards
Download Press Release September 23, 2025 – The American Association…

ORCO Proud to be a Royal Exhibitor at Fabricating the Future: AATCC and SEAMS 2025 Annual Conference, and the RETURN of DJ ORCO!
Organic Dyes and Pigments LLC, a long time AATCC Corporate…