
How to Jig Dye Cellulosics using Orcolitefast™ and Orcomine™ Dyes
-
- Pre-scour and/or bleach goods if necessary. Goods should have good absorbency, wet-out, and contain no residual chlorine, peroxide, or alkali. A general prescour procedure is to run two ends with bath at 160°F(71°C) and containing:
- 1.0 % Soda Ash on weight of goods(owg). (If processing rayon, do not exceed pH of 9.)
- 1.5 % owg Orcoterge ALK-N Conc™
- Drop scouring bath and overflow rinse at 120°F(49°C) for 2 ends.
- In a fresh bath at 100°F(38°C) add:
- 0.5-1.0 % owg Leveler
- ½ of total amount of prepared Orcolitefast™ or Orcomine™ dye paste.
- Raise temperature to 200°-210°F(93°-99°C) and run one end.
- Add second half of prepared Orcolitefast™ or Orcomine™ dye paste and run one end.
- Add 1-10 g/L Glauber’s Salt evenly across the jig making sure salt is completely dissolved. Run one end.
- Add another 1-10 g/L Gauber’s Salt and run one end.
- Patch and continue running ends as necessary. More additions of salt might be required for dye exhaustion for heavier shades.
- Cool to 160°F(71°C) and drop bath.
- A cold “salt-rinse” might be necessary to help minimize dye migration. Run one end and drop bath.
- Cold Rinse.
- After-fix if necessary using Orcofix F-NF™, or Orcofix DS™ depending on your requirements.
- Pre-scour and/or bleach goods if necessary. Goods should have good absorbency, wet-out, and contain no residual chlorine, peroxide, or alkali. A general prescour procedure is to run two ends with bath at 160°F(71°C) and containing:
Related Posts
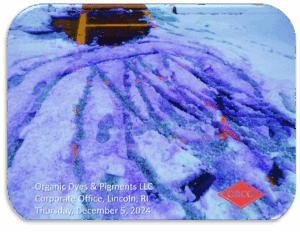
Purple is taking over as THE most popular Road Salt and Ice Melt Color!
But what should I know about adding color to my…
Congratulations to Barry Brady and Karen Leonas Ph.D., as AATCC Honors Textile Leaders with the 2025 Olney Medal and Harold C. Chapin Awards
Download Press Release September 23, 2025 – The American Association…

ORCO Proud to be a Royal Exhibitor at Fabricating the Future: AATCC and SEAMS 2025 Annual Conference, and the RETURN of DJ ORCO!
Organic Dyes and Pigments LLC, a long time AATCC Corporate…